Why Most CMMS Implementations Fail to Provide the Promised Benefits
A Conference Paper presented to the Maintenance in Mining
Conference
- Sydney, Australia
By Sandy Dunn
Introduction
Computerised Maintenance Management Systems (CMMS) are often purchased on a wave of high expectations regarding the benefits they will deliver. These benefits include:
- Improved Tradesperson productivity, giving reduced direct labour costs
- Increased Equipment Availability, due to better planning
- Increased Equipment Reliability through the identification of repetitive faults
- Improved Stock control, giving reduced inventory levels and fewer stockouts
- Improved long-term reduction in Maintenance costs
- Improved Safety by providing detailed Standard job procedures
In many cases, the benefits promised provide ample financial justification for the substantial investment in those systems. Promised payback periods of three years are not uncommon. Yet many of these systems fail to provide the promised benefits. In some cases, several years after implementation, no significant benefits can be identified, despite the fact that the organisations involved have spent millions of dollars on the new system.
How can this occur? And how have those who have successfully gained benefits from a new CMMS achieved that success? These questions are the subject of this paper.
The Six Levers of Change

In the early days of Computerised Management Systems, there was an expectation that introducing the new technology alone would provide the promised benefits. All that was needed was to introduce a CMMS, train people in its use, and people would adapt their work practices to make optimum use of this new technology.

More recently, it has been recognised that, while CMMS can be a significant enabler of improved Maintenance performance, to achieve the maximum possible benefits from a CMMS implementation, business processes must be formally re-engineered, and work practices changed in a coordinated and planned manner if significant change is to be achieved. Thus was born the Business Process Re-engineering (BPR) approach to Systems Implementation, which focuses on both the Technology and the Business Processes involved in a CMMS implementation.
However, even this BPR approach has, in recent years, become the subject of some debate, with many suggesting that this approach is not wholly successful in achieving long-term, sustainable benefits.
Price Waterhouse has found that it is useful to consider effective organisational change as happening along six dimensions, called the 6 levers of change. These are illustrated below.
This framework suggests that the most effective way of introducing sustainable long-term, large-scale improvements in Maintenance performance is to pull all of these levers of change in a coordinated fashion. In addition, it is important to proactively manage the change in order to ensure that those affected by the change are committed to the change.
Decisions regarding the strategic levers of change (Customers and Markets, and Products and Services) are outside the scope of this paper. Instead we will focus on the tactical levers of change.
Maintenance Processes - A Framework for World Class Maintenance
In general terms, the Maintenance management process can be considered as having six phases, as illustrated below.
This can be recognised as being similar to the familiar control loops, where plans are put in place, actions take place, and then the outputs are compared with the original plan and appropriate action taken.
In our experience, at most sites where few or no benefits have been obtained from the CMMS implementation, the prime reason is that these feedback and control loops are either missing, or ineffective.
In these cases, the CMMS becomes little more than a sophisticated (and expensive) work order printer.
The specific feedback loops and processes that are required in a successful Maintenance Management process include:
Daily Scheduling and Job Control
This covers such areas as how work is allocated to the workforce, and how expectations are generated regarding a "reasonable" time for job completion. It also includes how daily priorities are set, and decisions made regarding the deferral or cancellation of planned work in order to incorporate daily breakdowns.
Much of this is outside the scope of a CMMS to influence, but a good CMMS would facilitate this process by providing a quick and easy way for front-line supervision to schedule work on a daily basis, including the use of time-line type bar charts which allow them to easily allocate work to tradesmen, and rapidly assess the impact of changes to the day's schedule. It would also allow them to record data that permits future analysis of job delays with a view to eliminating or reducing those delays.
Currently, most CMMS do not easily facilitate this process, and as a result, much of this work is performed using manual log books and worksheets.
Effective Weekly Scheduling Control and Management
This incorporates the development of a Weekly Schedule, but more importantly, also includes control loops that ensure that the Weekly Schedule is realistic and achievable, and also works towards a steady increase in the amount of scheduled work, relative to unscheduled work.
An effective Weekly Scheduling system permits the allocation of jobs to specific days, so that parts can be delivered to the job site "just in time", and so that equipment can be shutdown and cleaned prior to the tradesman arriving to perform the maintenance task. It also compares the labour requirements of the schedule with the labour available from the work crew for each day of the schedule, and allows effective decision-making regarding the need for supplementary labour or the need to reschedule work before the schedule is finalised. Finally, it also permits the collection of data on a timely basis to permit effective comparison of "actual" with "schedule" in terms of job timing and duration.
Some CMMS have the facility to perform some of these functions, but often the biggest gap is the capability to collect data and analyse it with regard to Weekly Schedule completion. On many sites where we have implemented CMMS, we have needed to supplement the CMMS with spreadsheets or other tools that permit this analysis.
Job Planning Improvement
Almost all mine sites these days "plan" some work. However, the quality of the planning varies enormously. In some cases, what is described as "planning" is little more than scheduling - a task is allocated to a specific time period, but little or no forethought has gone into the job procedure, the labour requirements (by trade type), any parts or special resource requirements (such as cranes, tools etc.). Furthermore, few mine sites compare actual labour hours or costs incurred with those that were initially estimated for the jobs, either on an aggregate basis, or on a job-by-job basis.
Almost all CMMS these days provide the facility to report on this type of analysis. What is frequently missing are the formal processes, disciplines and allocated responsibilities to make this a routine Maintenance Management task.
Maintenance Budgeting and Cost Control
It is a motherhood statement that Maintenance costs are generated by Maintenance Activities. While some mine sites prepare Maintenance budgets that are based on a bottom-up assessment of the Maintenance activities that they expect to perform, how many then report actual costs against those budgeted activities? Most CMMS only permit the reporting of actual costs against budgeted amounts, and so an essential element of cost control is lost, because the manual effort involved in reconciling the budgeted activities with those actually performed means that this task is not performed.
It is also a motherhood statement that costs are actually generated at the shopfloor level, and that the decisions made on a daily basis by trades staff and foremen can greatly influence Maintenance costs. This being the case, the budgeting and cost control procedure should clearly be "owned" by these people, with people at this level being held responsible for preparing Maintenance budgets, and controlling costs to within those budgets.
Maintenance Effectiveness Improvement Processes.
Of all the processes listed, this is the process which most separates World Class maintenance operations from the remainder. While the other processes focus on improving Maintenance efficiency - doing things right - this focuses on Maintenance effectiveness - doing the right things.
Included in this process are activities such as failure analysis and Reliability Centred Maintenance analysis.
CMMS can provide valuable information to assist with these analyses, yet we often see that the Maintenance history recorded is virtually unusable for these purposes. To make informed decisions regarding Equipment Maintenance Strategies and equipment design modifications we need to record information about:
- The number of failures
- The root causes of those failures
- The Maintenance costs associated with those failures
- The Production costs associated with those failures - note that these may incorporate more than just downtime costs.
- Any Safety or Environmental implications associated with those failures.
Most of these items are missing from the history records of most CMMS.
The key with all of these processes is to:
First, establish your control processes and determine their information requirements, and then, and only then, establish the systems, codes and procedures within the CMMS to provide that information.
In almost all CMMS implementations, the first step is either not performed at all, or the steps are performed in reverse order.
Skills and Culture - What Skills are Really Needed?
The people aspect of CMMS implementations is rarely given the attention it deserves. Perhaps this is because those of us from engineering backgrounds feel uncomfortable dealing with the "softer" aspects of Maintenance performance. Perhaps it is because we have not been exposed to these aspects during our training. In any case, skills and culture play a vital role in successful CMMS implementation.
What skills are needed for successful CMMS implementation?
Often, in a CMMS implementation, focus is given to the computing skills required to ensure that those using the new system know how to operate it. It is at least as important, however that they understand why they are using it. It is only when those people who are using the system understand the importance of the data that they are inputting, and how it will be used in the future, that you have at least a fighting chance of getting reasonable data into the CMMS in the first instance. Even better is when those people who are inputting data are also the ones using the data for decision-making. This is an important consideration in designing the control processes mentioned above.
We have had great success, in CMMS implementations, in integrating training in Maintenance Management principles with the training that is given on use of the CMMS.
In addition, we often find that Maintenance planners need enhanced skills in job planning (as distinct from job scheduling), and Maintenance Supervisors need enhanced skills in Leadership and Management, and that all Maintenance personnel need enhanced skills in Failure Investigation and Analysis and Reliability Centred Maintenance, if the full potential benefits of a new CMMS are to be realised.
What Organisational culture leads to successful CMMS implementation?
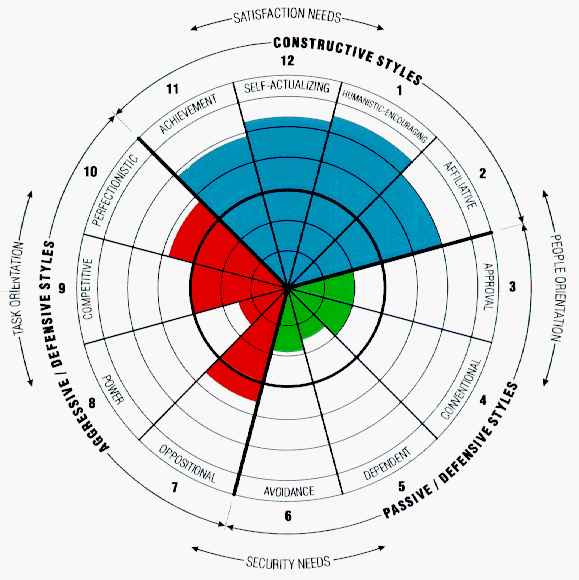
OCI have developed a method of measuring organisational culture along a number of dimensions. These can then be documented in a pictorial form, as shown here. At the highest level, there are three descriptors of cultural style. These are:
- Aggressive/Defensive Styles,
- Passive/Defensive Styles, and
- Constructive Styles
Aggressive/Defensive styles are typically characterised by high levels of competition between individuals and groups. Passive/Defensive Styles are normally characterised by a high level of conformity and adherence to rules and procedures. Constructive styles involve individual and team affiliations, and creative processes.
In a Maintenance environment, an appropriate mix between Passive/Defensive Styles and Constructive Styles is most appropriate. For a successful CMMS implementation, clear disciplines must be in place, and rigorously followed for the input and analysis of data. For safety and other reasons, creative processes, and individualist behaviour is probably best avoided. On the other hand, too much rule following prevents processes from being improved and leads to stagnation in Maintenance performance. A blend between the two is probably appropriate.
To support this desired culture, it is essential to put in the appropriate rewards and punishments. An essential element of a CMMS implementation is regular audit of compliance with the defined Maintenance Management procedures, together with an audit of data accuracy and timeliness. This is most effective when these become formal parts of an individual or team's performance appraisal remuneration.
CMMS implementation where the system disciplines are not in place, and people are not rewarded for compliance with the defined procedures is destined to fail.
Organisation and Structure
There have been recent moves, particularly with fixed plant maintenance, to restructure the Maintenance department so that it now reports to Production or Operations at a lower level in the organisational hierarchy than it previously did. This change is accentuated by an increasing trend towards employing so called "Operator-Maintainers" in Production departments.
Both of these trends could be explained by an increasing understanding of what Maintenance is all about. The Oxford Dictionary defines "maintain" as "to cause to continue". If we define equipment maintenance as any activity that is intended to ensure that equipment continues to fulfil the functions expected of it by Production, then it is quite clear that many of the activities routinely performed by Production personnel (such as routine inspections, equipment cleaning and housekeeping) are, in fact, Maintenance activities.
The implication for CMMS is to be able to distinguish between those Maintenance activities that you wish to track through the CMMS, and those that you do not. For example, do you consider that time spent by Production workers changing filter cloths in a process plant should be considered as Maintenance? Should you track failures of those filter cloths in exactly the same way as you would any other significant component? The answer would clearly be yes. Yet many operations still do not control these activities through their CMMS.
Technology - More than just the CMMS
While most of our attention is focused on the technology associated with the CMMS software and hardware, we should not ignore the opportunities that may exist by utilising other technologies around our plant and equipment, and linking these to our CMMS. These days, the greatest benefits that are being obtained from CMMS implementations is being gained by linking Engine Management systems and Process Control Systems to our Maintenance systems. These systems can monitor equipment performance, and give us an early warning that a piece of equipment may require some maintenance attention. When selecting your CMMS, consider the benefits that may be obtained in this area in your plant, and check whether these control systems can be linked to your proposed CMMS. Consider also the additional technologies that you may want to apply on your plant and equipment to take advantage of capabilities within the CMMS. A bit of creative thinking may not go astray.
Some Practical Tips for Successful CMMS Implementation
Based on the concepts above, here are a few practical tips to assist you in making your CMMS Implementation more successful.
Apply "Big R" Re-engineering principles
Small thinking gains small benefits. Apply some creativity when re-engineering your maintenance management processes to make sure that you take full advantage of the benefits that the software may enable. For example, the capability to enable payment of spare parts invoices on receipt of the goods may permit direct purchase items to be delivered directly to the worksite, rather than to the warehouse.
Link software selection with the process review
When re-engineering your maintenance management procedures, it is essential that the re-designed procedures can be implemented with the selected CMMS software. Similarly, to obtain maximum benefit from your CMMS implementation, it is essential that the CMMS software supports the changes to maintenance management processes that will give the greatest benefits. The general approach taken is to select the new CMMS software first, and then think about re-engineering the processes. A better approach is to perform at least a high level business process redesign, and then review the packages available to see how well they will support that redesign. For example, if the intention is to have production operators (who may only be occasional users of the CMMS) raising Work Orders in the Maintenance system (and thereby achieving better quality defect data, at source), then the need for a GUI interface may be considered o be essential. Similarly, you may consider that the capability to handle Work Requests (before conversion to Work Orders) is also essential in this situation.
Document New Processes
Make sure that everyone understands the new processes by documenting them. Effective use of flow-charting tools can help to aid understanding. If a process is not documented, then there is no way of checking whether it is being adhered to.
Gain Commitment to new procedures
People don't change the way they work just because they are told to. They need to:
- see the need for change
- see that there will be some personal benefit for them in making the change, and
- feel that they are a part of setting the direction for change
We have obtained great success in bringing about successful changes to Maintenance Management processes by:
- training all maintenance and key production personnel in Best Practice Maintenance Management principles
- involving key maintenance and production personnel in developing the new procedures
- trialling the new procedures, and then giving the opportunity for further "fine tuning" of the procedures.
Establish regular procedure compliance audits
Following implementation of the new Maintenance Management Procedures, an essential measure to ensure that the procedures "stick" is to conduct periodic compliance audits. These can be conducted by means of self-assessment, by peer review, or with external assistance. However, to be successful, the audit procedure must be documented, with each audit element being able to be objectively verified.
Link compliance with new procedures to personal rewards
Better again is to link the results of compliance audits and other measures of maintenance performance to individual rewards via the Personnel Annual Evaluation process. We have found that this has "focused the mind" of many otherwise recalcitrant Maintenance Foremen!
Train maintenance personnel in the procedures, not just the software
Frequently, CMMS vendors sell excellent training in how to use their package, including, for example, how to complete all the fields on a Work Order Entry screen. Quite frequently what is missing is training in why those fields should be completed, and which codes should be completed in which situations. We have found that it is vital to put the training in the computer package into some sort of business context that makes it more relevant to those undergoing the training. This frequently requires the development of some customised training material to suit each individual operation.
Don't under-estimate the training requirement
Generally, sufficient finds are budgeted for the initial training of personnel in the new system. Frequently, however, insufficient attention is given to the need for ongoing training (as new employees join and others leave), and re-training (to consolidate learning in areas that might have only been half-understood the first time around).
Include the Production department in your plans
Bear in mind that the Maintenance process actually crosses departmental boundaries. In particular, the Maintenance/Production interface is critical. Maintenance requires accurate information from Production to be able to plan and scope maintenance work. Effective scheduling requires Maintenance and Production plans to be consistent. An effective CMMS implementation requires that Production Management, supervision and operators are just as committed to the changes required as Maintenance personnel. Yet frequently they are "left out of the loop". You must formally included them in your plans.
Consider your reporting requirements
Often the focus in CMMS selection and implementation is on transaction processing - how to raise work orders, how to plan and schedule work etc. Equally important, if not more important, is for you to consider what information you require to manage the Maintenance function. A formal review to determine the Key Performance Indicators (KPIs) that you may want is a very good start. Then consider where the data to produce these KPIs is going to come from. Can the system easily provide you with a report that shows the percentage of last week's weekly schedule that was achieved, for example? Frequently you will find that producing these KPIs will require data to come from different systems - for example Maintenance Costs per tonne may require data from the CMMS (or accounting system) and the Production systems. Maintenance safety statistics may need data from a totally separate system again.
Clearly there is an advantage in being able to produce all of your KPI requirements from one system, real-time, at any time you choose. Consider whether your CMMS can provide all your required data, and if it can't can it at least link to a suitable package that will. Frequently we see CMMS packages (even the more reputable ones!) that do an excellent job of processing Work Orders, but lack even the fundamental reports that are required to manage the Maintenance process.
From an implementation point of view, bear in mind that if you will not want information out of the system in the form of a query or report, then there is no point in putting it in there in the first place. Be ruthless and beware of the "Just in Case" syndrome - "we may want that one day". If you don't have a report which requires the data from Day 1, then don't enter that data.
Conclusion
Most of the focus in CMMS implementations is on the successful installation of the hardware and software associated with the new system. Yet as we have seen, the major opportunities lie outside this area. To make sure that the technology works for you, be prepared to invest time and effort in the other three levers of change - People and Culture, Business Processes, Organisation Structure and Technology.
Focus on all of the levers of change, and pull them in a coordinated and integrated manner, and the promised benefits from the CMMS should be achieved. This is no simple or short-term task, however. Be prepared to spend significant time and energy before you see the ultimate reward of a more efficient and effective Maintenance function.